
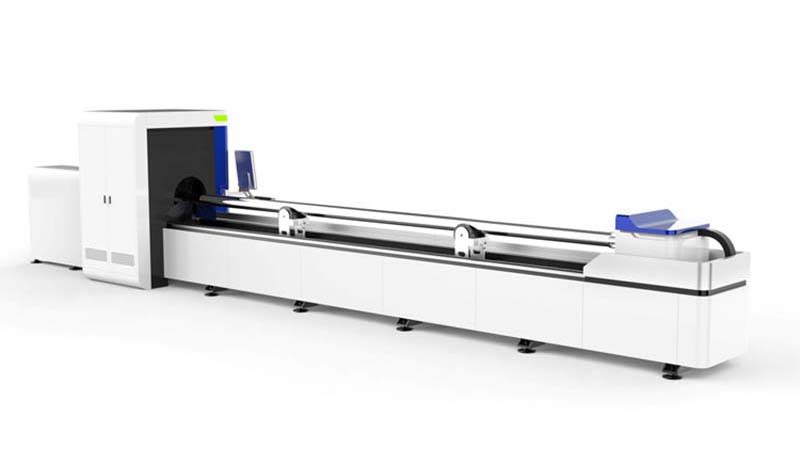
レーザー技術の急速な発展により、レーザーパイプ切断機多くの業界でますます広く利用されています。レーザーパイプ切断装置の登場は、従来の金属パイプ業界の切断工程に破壊的な変化をもたらしました。レーザーパイプ切断機は、高度な自動化、高効率、高出力という特徴を備えています。異なる材質のパイプであっても、対応する鋸刃を交換する必要がなく、途中で停止する必要もありません。大量生産に非常に適しています。
レーザーパイプ切断機の高い性能を維持するには、定期的なメンテナンスが不可欠です。では、パイプ切断機のメンテナンスはどのように行うべきでしょうか?装置ベッドのメンテナンスに加えて、チャックのメンテナンスも非常に重要です。以下に、チャックのメンテナンスに関する4つのヒントをご紹介します。
 1. チャックの潤滑については、チャックが動作中に高い精度を維持できるように、定期的にチャックに潤滑剤を塗布してください。潤滑時には注意してください。不適切な潤滑は、空気圧が低い場合、クランプ力が低下し、クランプ精度が低下し、摩耗が異常になったり、固着したりするなど、エアチャックが正常に動作しない原因となる可能性があります。そのため、潤滑時には適切な潤滑操作に注意してください。
1. チャックの潤滑については、チャックが動作中に高い精度を維持できるように、定期的にチャックに潤滑剤を塗布してください。潤滑時には注意してください。不適切な潤滑は、空気圧が低い場合、クランプ力が低下し、クランプ精度が低下し、摩耗が異常になったり、固着したりするなど、エアチャックが正常に動作しない原因となる可能性があります。そのため、潤滑時には適切な潤滑操作に注意してください。
2. 二硫化モリブデングリース(通常は黒色)を使用し、チャックノズルにグリースを注入し、グリースがジョー表面またはチャックの内孔から溢れるまで注入します。チャックを長時間高速運転する場合、または酸素アシスト加工を長時間行う場合は、より多くの潤滑が必要であり、実際の作業条件に応じて潤滑頻度を調整する必要があります。
3. 加工が完了したら、定期的に高圧エアガンを使用してチャック本体と摺動面に付着した粉塵を除去する必要があります。チャックの爪は3~6ヶ月ごとに清掃し、表面を清潔に保ち、潤滑することをお勧めします。部品の破損や摩耗がないか確認し、摩耗がひどい場合は交換してください。点検後、爪は適切に潤滑し、使用前に取り付けてください。
4. 特殊なワークピースや非標準ワークピースは、専用のチャックでクランプして加工する必要があります。標準のレーザーパイプ切断チャックは、対称形や閉管形状に適しています。不規則な形状や特殊なワークピースを無理やりクランプすると、チャックの異常が発生します。チャックの供給空気圧が高すぎると、チャックが高圧状態になったり、シャットダウン後にチャックがワークピースをクランプしたりするため、チャックの寿命が短くなり、チャッククリアランスが過剰になるなどの問題が発生します。
5. チャックの露出金属の錆を防ぐ。防錆も重要なポイントです。チャックが錆びるとクランプ力が低下し、ワークをクランプできなくなるため、生産精度と効率に重大な影響を及ぼします。
上記の方法は、レーザーパイプ切断機のメンテナンスの主な方法です。もちろん、オペレーターの慎重な使用とスタッフによる標準化された操作手順も、パイプ切断機の性能を維持するための重要な要素です。
投稿日時: 2023年1月19日




