製品



ガラス管CO2レーザーマーキングマシン
製品展示

技術的パラメータ
| 応用 | レーザー彫刻 | 動作温度 | 15℃~45℃ |
| レーザーソースブランド | レシ/エフル/ヨンリ | マーキングエリア | 300×300mm/600mm×600mm |
| 制御システムブランド | Bjjcz | 主なセールスポイント | 競争力のある価格 |
| 電圧 | 110V/220V、50Hz/60Hz | マーキングの深さ | 0.01~1.0mm(材質により異なります) |
| サポートされているグラフィック形式 | Ai、Plt、Dxf、Bmp、Dst、Dwg、Dxp | レーザーパワー | 80W/100W/150W/180W |
| 作業精度 | 0.01mm | 認証 | CE、ISO9001 |
| ビデオ出荷検査 | 提供された | 動作モード | 連続波 |
| 線速度 | ≤7000mm/s | 冷却システム | 水冷 |
| 制御システム | Jcz | ソフトウェア | Ezcadソフトウェア |
| 動作モード | パルス | 特徴 | メンテナンスの手間がかからない |
| 適用可能な業界 | 建材店、製造工場 | 位置決め方法 | ダブルレッドライトポジショニング |
| 主なセールスポイント | 操作が簡単 | サポートされているグラフィック形式 | Ai、Plt、Dxf、Dwg、Dxp |
| 原産地 | 山東省済南市 | 保証期間 | 3年 |
機械の主要部品

マーキングヘッド

作業台

フィールドレンズ

コントロールパネル

電気シャーシ

レンズ

排気ファン

排煙装置
ガラス管とRF管の違い
RF管は空冷方式を採用しており、故障することなく長期間安定して使用できます。ガラス管は水冷式です。装置の連続処理時間が長すぎる場合、または水温が一定範囲にない場合、光が出なくなったり、光出力が不安定になったりすることがあります。連続運転は製品の品質に影響を与えます。
2. 安定性の違い
CO2高周波管は比較的安定しています。高周波管は完全に密閉された金属管で、30ボルトの低電圧電源を使用しているため、高電圧電源の使用に伴う潜在的な危険性を直接回避できます。ガラス管レーザー切断機では、一般的に1000ボルトを超える高電圧電源が使用されています。不安定であることに加え、特定の危険性も伴います。長時間稼働すると電源が劣化しやすくなり、制御システムに大きな干渉を与え、正常な機能に影響を与えます。
3. さまざまなスポット
CO2高周波管の光点は0.07mmで、光点が細かく、精度が高く、熱拡散面積が小さいため、微細加工が可能です。ガラス管の光点は0.25mmで、高周波管の3倍以上です。光点は比較的厚く、精度も比較的悪いです。光出力が不安定で、熱拡散面積が大きく、刃先が溶けて黒ずみが目立ちます。
4. 耐用年数
高周波管のレーザーの耐用年数は50,000時間以上に達し、約6年間の一般使用では問題ありませんが、ガラス管の一般使用は2,500時間で、約6ヶ月ごとにガラス管を交換する必要があります。
上記の比較から、RF管はあらゆる面でガラス管よりも優れていることがわかります。製品の精度がそれほど要求されない場合、ガラス管で十分です。
マシンビデオ
300×300の作業面積を持つガラス管用CO2レーザーマーキングマシン
CO2レーザーマーキングマシンのメリットとデメリット
従来のマーキング技術と比較すると、CO2 レーザー マーキング マシンの利点は、レーザー マーキングが鮮明で、永久的で、高速で、高収量で、汚染がないことです。グラフィックス、テキスト、シリアル番号はソフトウェアで編集でき、変更が簡単で、レーザーは 30,000 時間メンテナンスフリーで、消耗品がなく、使用コストが低く、省エネで、環境保護ラベルが付いており、ROHS 標準に準拠しています。
- 二酸化炭素レーザーマーキングマシンの欠点:
炭酸ガスレーザーマーキング機のレーザーは、赤外線帯域の波長1064umのガスレーザーです。RFレーザーと高速ガルバノメーターを使用しているため、CO2レーザーマーキング機の価格は半導体レーザーよりも高くなります。
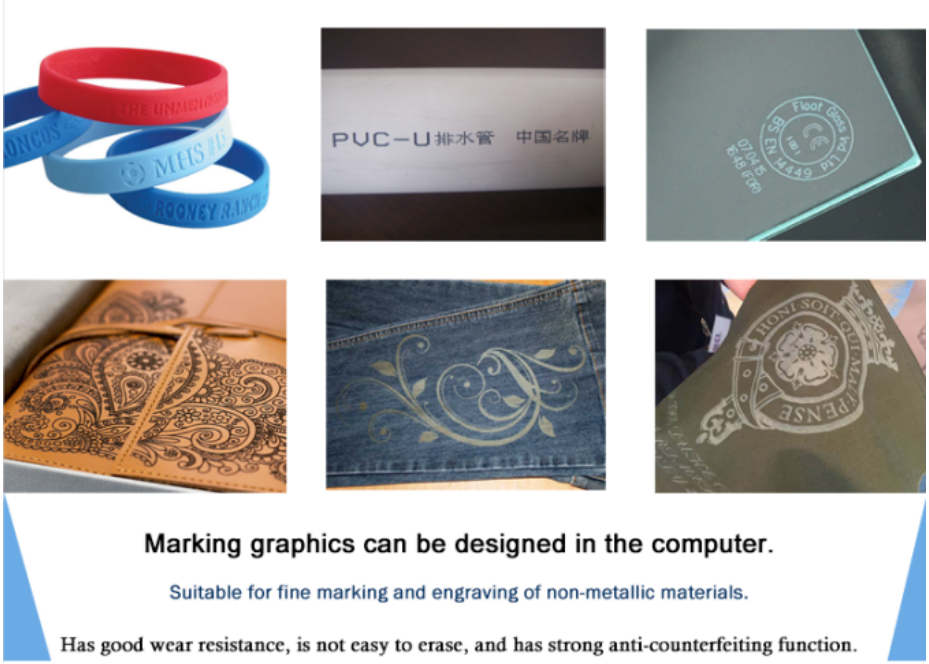
二酸化炭素レーザーマーキング機には一定の限界があり、金属材料の製品にはマーキングできません。主に木材、アクリル、皮革などの非金属材料へのマーキングに使用されます。
マーキングサンプル